CNC 铣削工艺概述
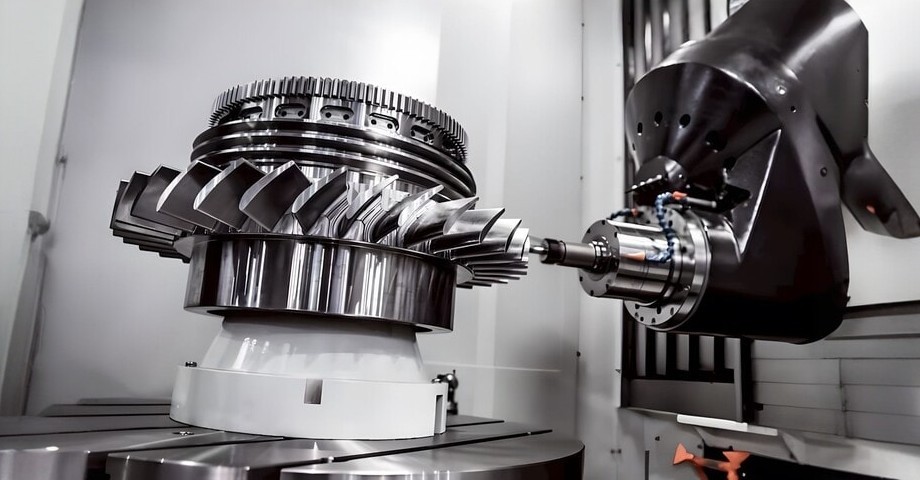
CNC 铣削是一种计算机控制过程,是一种特定类型的 CNC 加工,涉及使用不同的旋转多点刀具切割安装在机床上的一块材料,以实现所需的形状和特征。由于 CNC 铣床使用旋转刀具,因此这种 CNC 加工过程可与各种CNC 材料兼容,包括金属、塑料和木材。自动化 CNC 控制决定 CNC 刀具的顺序、主轴转速和每个刀具的刀具路径进给率。
机械师在加工过程中使用不同类型的 CNC 铣床,因为它们的复杂程度各不相同。各种工具都与铣削过程的动态特性兼容,从标准立铣刀到特殊的面铣刀和轮廓铣刀。因此,产品工程师和机械师可以使用 CNC 铣床实现几乎任何设计或形状,因为 CNC 铣刀和刀具类型繁多。
常见的数控铣削方法
各种铣削方法具有不同的程序和应用,使其非常适合不同的制造任务。以下是标准的 CNC 铣削操作:
角铣削
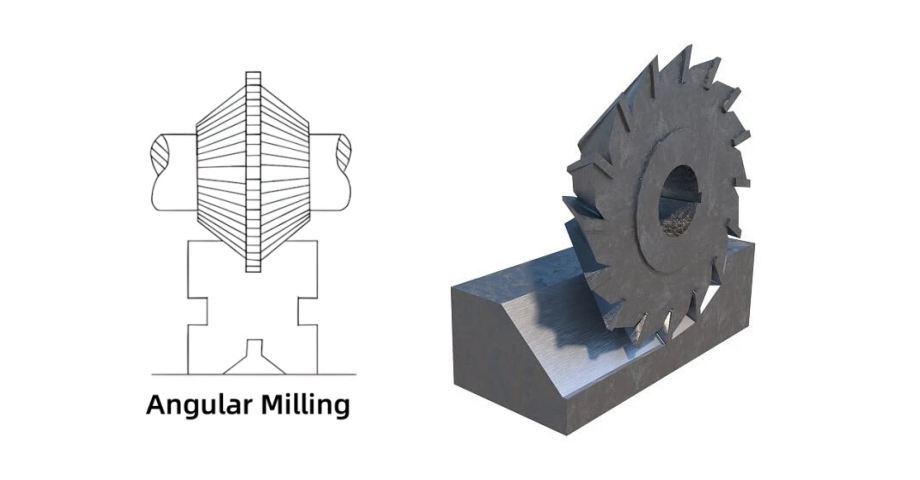
角铣削法以相对于工件表面的角度切割工件。它可以创建有角度的特征,例如凹槽、燕尾榫、倒角、V 形块和其他有角度的形状。机械师在加工需要精确角度的齿轮和机械部件时经常使用角铣削。
面铣削

面铣削方法可在工件上形成大而平的表面,并具有高质量的表面光洁度。它提供比其他铣削方法更好的表面光洁度。铣刀垂直接触工件表面,在其上移动以切割材料。这些面铣刀在工具表面和外围有齿。机械师使用面铣削来准备工件表面以进行进一步加工。
成型铣削
这种标准铣削操作涉及使用具有特定轮廓的 CNC 铣刀来切割弯曲或不规则的表面。机械师经常使用飞刀或铣刀进行特定应用。凹面铣刀或圆角铣刀是用于切割复杂设计(如半球形或半圆形设计)的其他加工工具。但是,刀具的形状决定了工件的最终轮廓。成型铣削非常适合加工复杂的形状和轮廓,如螺纹、凸轮形状和齿轮。
普通铣削
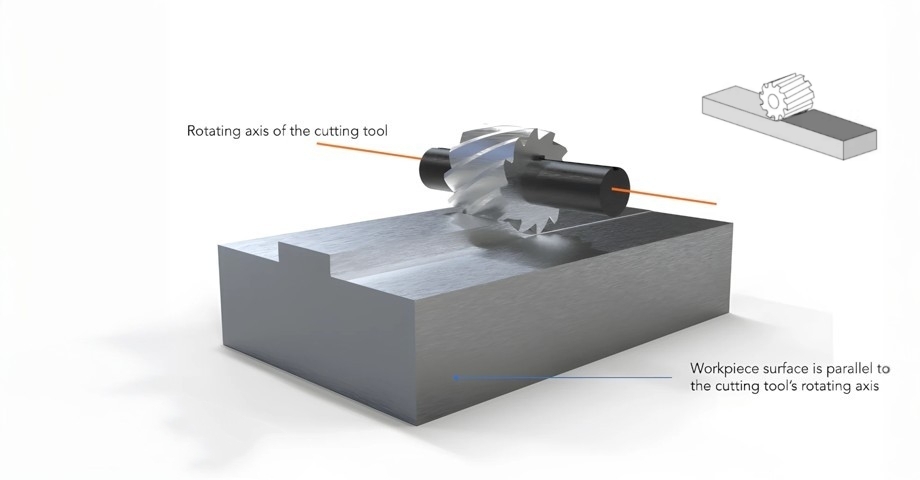
这是一种铣削操作,其中切削刀具的旋转轴与工件表面平行。普通铣刀在执行切削操作的外围具有锋利的刀刃。机械师通常使用窄和宽的刀具,这样可以进行更深的切削和更大的加工表面积。此外,细齿和粗齿刀具适用于普通铣削。细齿刀具采用快速切削速度和慢进给速度,而粗齿刀具则采用慢切削速度和快速进给速度,从而生产出更精细的最终零件。
卧式铣削
与立式铣削相反,卧式铣削时主轴水平啮合工件。但是,卧式 CNC 铣床的所有其他部件都与立式铣床的部件相似。卧式铣床通常非常适合处理较重或较长的工件,包括齿轮和花键。卧式加工中心最适合需要相当高的材料去除率的重型制造工艺。
立式铣削
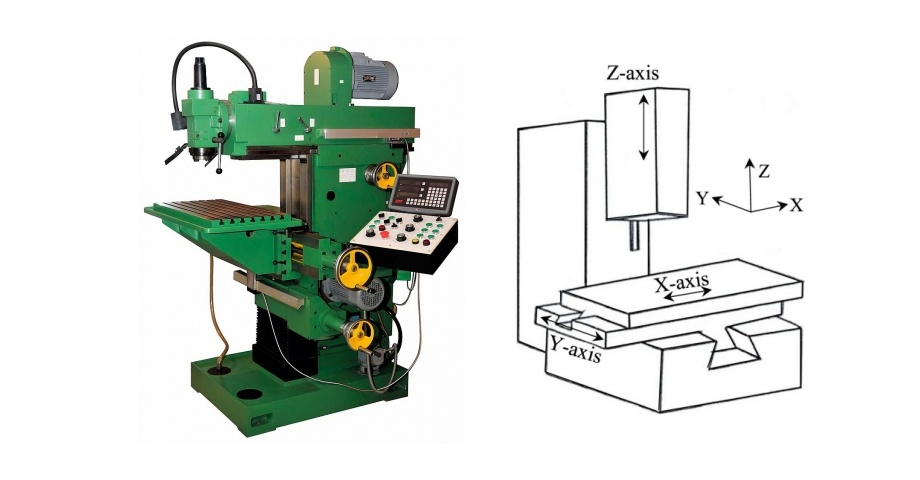
立式铣削时,工作台是位于臂下方的 3 轴铣削工作台,主轴固定在工作台上。使用立式转塔铣床时,主轴可以固定不动。但是,使用床式立式铣床时,工作台仅沿 X 轴移动。主轴沿臂的长度向 Y 轴移动。
其他常见的铣削操作包括:
- 跨铣:此方法使用两个铣刀在一次切削中铣削工件的平行表面。
- 组合铣削:这种切削工艺速度最快,因为它需要同时使用安装在机床主轴上的两个或多个切削刀具对单个工件执行相同的操作。尽管铣刀的形状和尺寸可能有所不同,但组合铣削可提高生产率。
- 槽铣:槽铣是在工件上开槽或孔。此外,这种铣削方法中使用的刀具宽度小于工件的宽度。
- 侧铣:侧铣可在加工零件上形成平坦的垂直表面。您可以旋转工作台上的垂直进给丝杠来控制切削深度。
CNC 铣削过程的分步指南
CNC 铣削过程涉及多个步骤,从将 CAD 模型转换为物理零件开始。这些包括:
制作 CAD 模型
为目标部件设计 3D CAD 模型是此生产过程的第一步。CAD 模型包含与要制造的部件的形状、几何形状和尺寸有关的细节。产品设计师需要制作能够被 CNC 铣床切割的 CAD 模型。使用 CAD 软件,设计师可以创建其设计理念的 2D 或 3D 模型蓝图。
将 CAD 转换为 CNC 程序(G 代码)
为特定部件开发出兼容的 3D CAD 模型后,您必须创建CNC 程序来控制其在 CNC 铣床上的制造。借助 CAM 软件,产品设计师可以为 CNC 机器生成程序指令,以在制造过程中指挥切削刀具的运动。
这些程序由G 代码或M 代码组成。CNC 程序的 G 代码部分控制机床的操作参数,如运动方向、切割深度和主轴速度。M 代码指示各种任务,包括打开和关闭 CNC 机床、更换刀具和执行其他辅助功能。CAM 软件有一个模拟器,可让用户确认其 CNC 程序成功制造预期零件的能力。
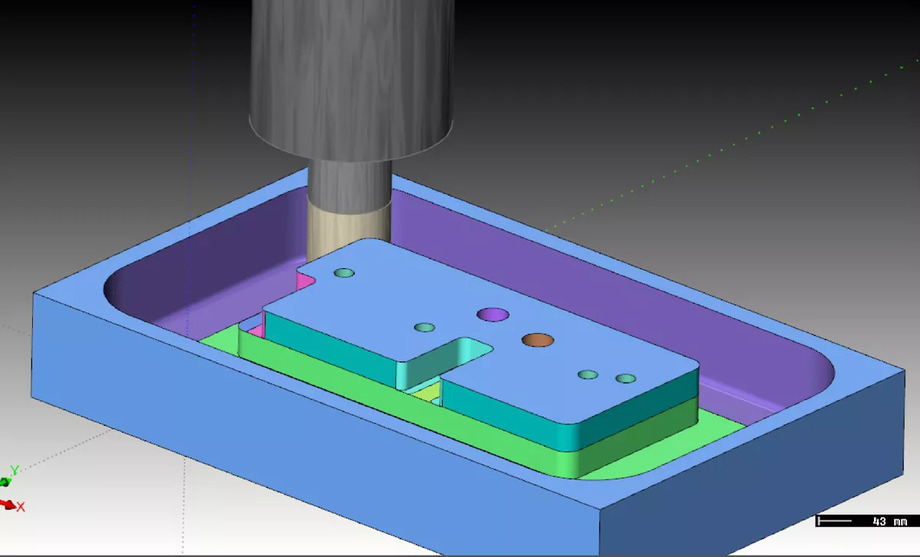
设置铣床
一旦 CAD 模型和 CNC 程序准备就绪,CNC 铣床便可以制造设计的 CNC 零件。在 CNC 铣削开始之前,机器操作员必须将 CNC 程序导入机器,并将预先准备好的具有适当预加工尺寸的毛坯插入机器的工件夹持装置中。特定的CNC 工具、夹具、虎钳和主轴均在机器中编程。
执行 CNC 程序
开发 CAD 模型、设计 CNC 程序并准备好 CNC 机器后,即可执行 CNC 铣削过程。CNC 程序运行时很少需要人工干预。CNC 铣床将逐行遵循程序,对原材料执行所有指定的加工操作。完成整个程序后,零件即可进入下一个计划的制造阶段。
什么是数控铣床?

CNC 铣床可制造出质量上乘、细节丰富的精密部件。这些 CNC 铣床使用 CAD 文件中的指令引导的旋转工具从毛坯上去除材料,以实现所需的产品设计。由于铣床的计算机控制机器的功能和刀具的坐标,因此该过程通常需要最少的人工输入。铣床可以处理由不同材料制成的多种部件的生产。
CNC 铣床使用 3、4 或 5 个轴来制造复杂的最终零件。CNC 机床的轴数决定了其处理复杂、精密零件和特征的能力。制造商通常会使用更复杂的机器,如万能铣床,因为它具有更大的灵活性。这种机器具有垂直和水平主轴,非常适合处理需要高精度的项目,如航空航天和医疗部件,以实现所需的最终设计、美观度和表面光洁度。
- 3 轴机床: 3 轴铣床是最常见的 CNC 铣床,通常用于处理简单的几何形状。它们易于编程和操作,以低成本实现更高的精度。3轴 CNC铣床可以在 X 和 Y 方向上垂直(Z 轴)切割材料。但是,底切是复杂的特征,无法通过 3 轴 CNC 铣床等标准立铣刀实现。
- 4 轴铣床:这些 CNC 铣床比标准 3 轴铣床更复杂,因为允许工件在 A 轴上旋转。因此,4 轴 CNC铣床非常适合加工需要切割圆柱体或工件侧面的零件。
- 5 轴铣床:这些是最先进的铣床,最适合处理高度复杂的零件设计,例如钛合金件、航空航天部件、医疗设备和植入物。5 轴铣床支持沿三个线性轴、机头和刀头旋转的移动。5 轴铣床的多维旋转消除了对多个机器设置的需要,允许单步加工,从而实现更快、更高的产量。
数控铣床的基本部件
尽管不同 CNC 铣床的零件因类型、容量和制造商而异。 这些零件有助于了解 CNC 铣削过程的工作原理。 标准 CNC 铣床由以下部件组成:
- 膝部:膝部是附在立柱上的可调部件。它可以在 Z 轴上升高或降低。其主要目的是为鞍座和工作台提供支撑。
- 立柱:立柱是铣床的主要支撑结构。它可加固铣床内的其他部件。
- 鞍座:鞍座位于工作台下方,位于工作台膝盖上方。鞍座可与主轴轴线平行移动,必要时可水平移动工件。
- 工作台:这是位于鞍座上方用于安装工件的部分。根据铣床的类型,铣床的工作台可以水平或垂直调整和使用。
- 主轴:机床主轴是铣床的旋转部件,用于固定心轴或机床。铣床上的主轴由电动机驱动。
- 心轴:用于卧式铣床。心轴插入主轴,用作连接不同 CNC 机床的轴。
- 滑枕:滑枕通常用于角铣床或立式铣床。它安装在立柱顶部,主轴在此得到支撑。
- 机床:包括执行铣削操作的切削刀具(如立铣刀)。主轴支撑机床并从实心块上切削材料。铣削操作使用不同的机床。
- 自动换刀装置:一种自动化刀具分配系统,可提高加工过程中的效率。
- 机器接口:这是机器操作员与计算机通信的地方。它通常由显示屏和键盘组成。
铣床的类型
铣床种类繁多,每种类型都有不同的特点和功能。以下是一些常见的铣床类型:
- 滑枕式:膝式铣床允许通过固定在立柱上的可移动臂上的主轴在 XY 轴上操纵机床。卧式铣床是典型的滑枕式机床。
- 床身式:床身式机床是将工件夹紧在切削刀具下方。机床可沿 XYZ 轴移动。
- 膝式:这类铣床垂直调整工件,而不是主轴。膝式铣床沿着立柱升高和降低工作台,以接近机床。机械师通常在膝式铣床上进行普通铣削。
- 刨床型:刨床型铣床的工作台沿YZ轴固定,主轴可沿XYZ轴移动。此外,这些铣床可容纳约四台机床。
CNC铣削的优点

CNC 铣削工艺是一种坚固的减材制造工艺,具有许多优点。以下是 CNC 铣削方法的一些预期优点:
高产量
与手动机器不同,CNC 铣床的操作水平更高,可实现更高的生产水平。CNC 铣削是一种可靠且标准的大批量零件制造方法,每个零件都具有相同的质量和光洁度。此外,CNC 铣床(尤其是 3 轴铣床)通常易于编程和操作,并且以较低的成本实现高精度。
保证高质量和高精度

高准确度和精密度是 CNC 铣削的固有特性,几乎不会出现任何错误。由于该过程在 CNC 程序上运行,因此它输入使用 CAD(计算机辅助设计)软件开发的 3D 设计,从而使铣床能够执行加工程序提供的这些指令,而无需手动输入。这些自动化 CNC 铣床提供医疗、汽车和航空航天领域所需的严格公差。因此,机器操作员可以从技术上处理最有限和最复杂的几何形状。
减少劳动力
由于 CNC 机床由计算机控制,因此铣削过程所需的劳动力较少。CNC 铣刀的总转速可达数千转/分,从而提高产量并节省时间。此外,铣削过程的自动化减少了手动过程中的人为错误,并且无需专门的熟练机械师来管理机器。
可扩展性
CNC 铣削工艺允许各种规模的企业根据消费者需求扩大生产规模。他们可以增加大规模生产,也可以在处理一次性定制项目或小批量生产时减少生产。CNC 铣削适用于批量生产相同的零件,因为随着单位数量的增加,加工成本会显著降低。
广泛的材料兼容性
CNC 铣削是一种多功能机械加工工艺,适用于各种材料,包括木材、玻璃、塑料和金属。无论预期用途如何,CNC 铣削功能都可以满足所选材料的需求。该工艺对原材料特性的影响极小。
数控铣削技术的挑战
制造商在使用 CNC 铣削制造零件时通常会遇到各种困难。CNC 铣削工艺的一些典型限制包括:
- 购买和设置 CNC 机床的初始投资可能相当高。CNC 铣床的复杂程度越高,其价格就越高。
- CNC 铣削并不能完全避免人为错误,因为机器操作员可能会输入错误的程序或设置错误的机床,从而导致零件不合格。
- CNC 铣床需要高水平的维护才能达到最佳性能。虽然这些机器价格昂贵,但为了确保其精度和最佳功能,需要定期维护和校准,因此运营成本会增加。
- 铣削零件的尺寸和几何形状限制是 CNC 铣削面临的另一个挑战。虽然 CNC 机床的尺寸限制了 CNC 零件的尺寸,但刀具进行所需切割的能力限制了几何形状。底切和 CNC 零件外表面下方凹陷的其他特征只能使用独特的刀具或多轴机床进行加工。
联系 AT-Machining 获取可靠的 CNC 铣削服务
AT-Machining 是一家可靠的 CNC 铣削服务提供商,在以具有竞争力的成本制造精密铣削零件方面拥有无与伦比的专业知识。我们的专家团队利用最新技术(包括多轴 CNC 加工)为任何应用提供精确且高质量的 CNC 铣削零件。我们还提供卓越的来料检验和测试服务。凭借对加工过程(包括 CNC 车削、钻孔和铣削)的深入了解,我们经验丰富的专业人员在快速成型、小批量和大规模生产方面拥有无与伦比的专业知识。我们的在线报价平台提供快速可靠的报价。将您的 CAD 文件上传到 AT-Machining 即可 获取免费报价现在!
结论
得益于数字技术的进步,CNC 铣削是一种可靠而高效的方法,可以用不同的材料制造公差更严格的非常复杂的零件。电子、医疗、机器人、汽车和国防工业的制造商利用铣削加工来制造具有卓越光洁度和质量的定制设计组件。